
磨毛面料
是一種保暖和舒適性極好的面料

也有些人會把磨毛簡單的理解為純棉,
磨毛只是一種后處理工藝,是布料通過磨毛機和金剛砂皮摩擦作用,使得純棉面料表層具有一層短絨毛。
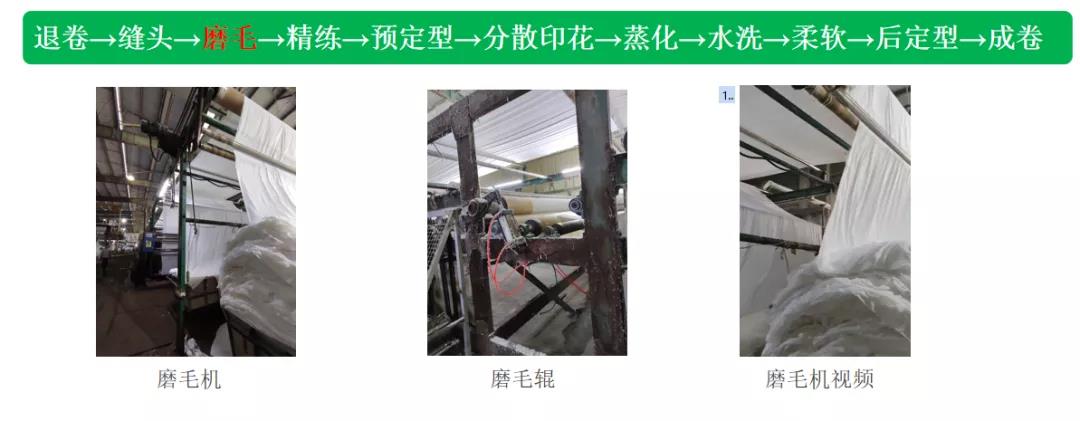
機理:磨毛是在磨毛機上利用包覆在高速運轉砂輥上的金剛砂皮與織物緊密接觸,通過機械摩擦使織物表面形成絨毛層感覺。
3,磨毛影響因素:磨毛機車速受面料克重影響,織物越厚重車速越慢。織物張力影響磨毛程度。單雙面磨毛通過關閉部分磨毛輥實現。
→精練→水洗→烘干→落布
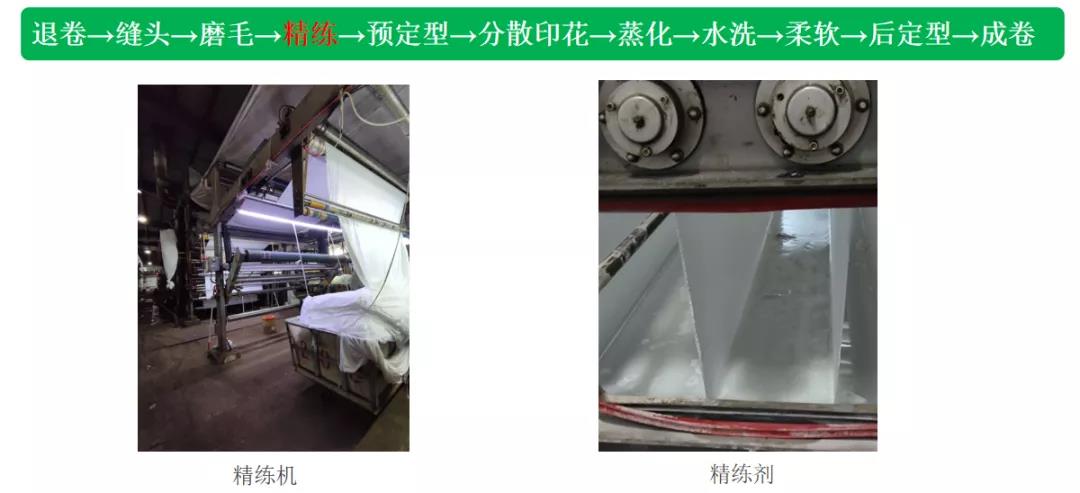
2,精練目的:去除織物紡織過程中的油污物和漿料。
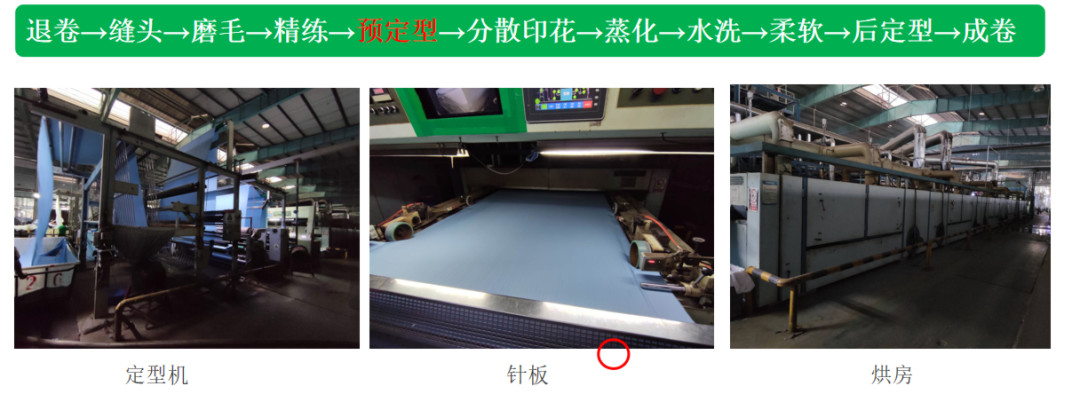
預定型目的:固定成品尺寸(定門幅;定克重)。
2,滌綸織物預定型的好處:尺寸安定印花時不易產生折痕;降低成品定型溫度對成品堅牢度有幫助。
3,滌綸織物預定型條件:溫度180-200℃,車速93m/min。張力:橫向用針板,經向張力輥。
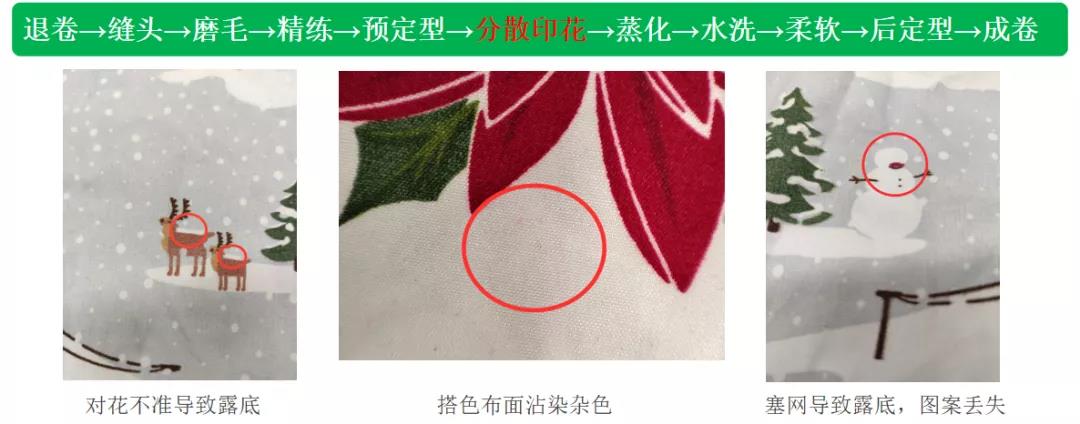
則:深色在前淺色在后,精細線條在前大面積色塊在后;目的:避免深色對淺色蓋色,防止花紋邊緣模糊暈色。
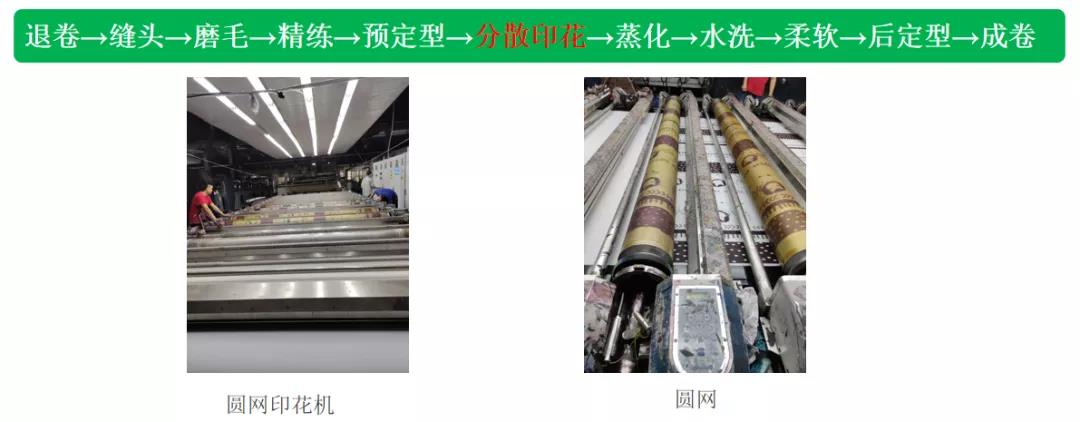
2,圓網:多為鎳網,印花時色漿從花型網孔印到織物上。

1,印花后蒸化目的:使分散染料擴散到滌綸纖維內部并固著于纖維上,高溫發色。(固色,發色)
2,主要影響條件:蒸化溫度190℃;蒸化時間:4min。
2,水洗助劑:保險粉→還原清洗去浮色。

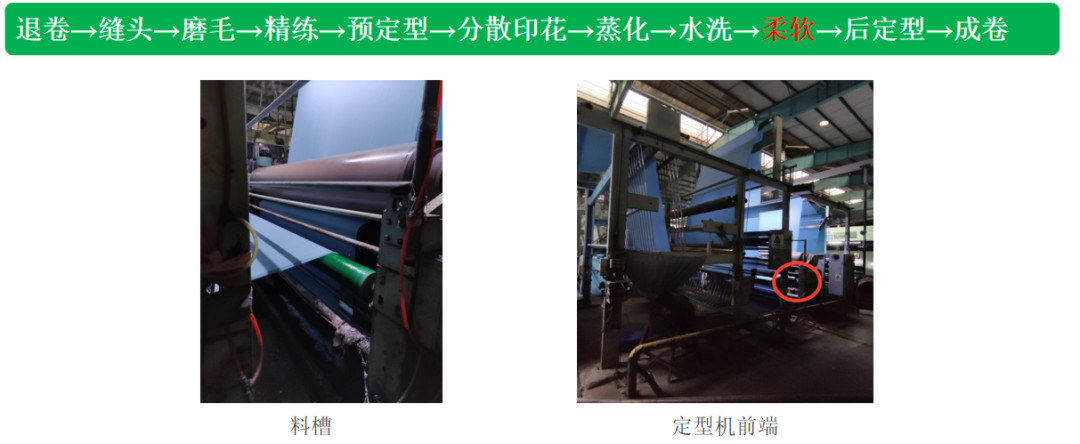
1,柔軟目的:提高磨毛布柔軟程度,改善手感。

:最終確定成品尺寸。
2,磨毛布成品定型條件:溫度180-200℃,車速93m/min。張力:橫向用針板,經向張力輥。
1,溢流染色機:由常壓染缸、循環泵、加料槽、管路系統以及進出布導輥等組成。
2,工作原理:內設有轉輪,帶動布匹進行轉動,布匹在染缸中的染色,通過控制運轉速度來控制布匹的浸潤時間和染色效果。
3,溢流染色弊端:以離加料槽的遠近而每缸呈現一種顏色由淺至深的效果(針對多缸溢流染色機)。
4,溢流染色工藝條件:浴比1:6。每缸磨毛布2000m(約442kg)。
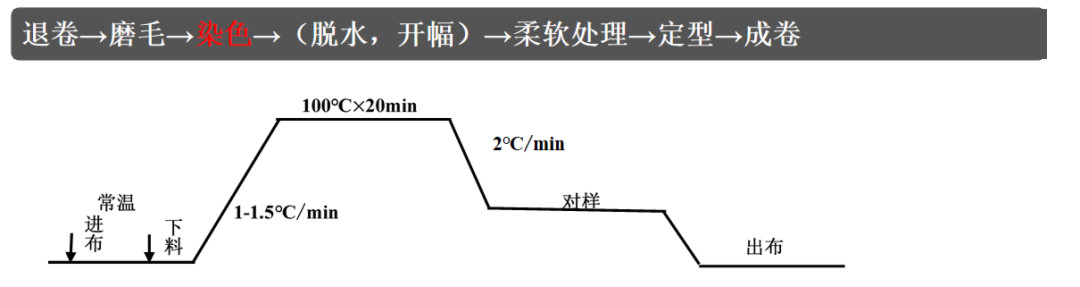
1,淺色(ace染料)
2,中淺色:(E-GL黃,3B紅,2BLN蘭)染色溫度120℃,染色時間20min,其他不變。
3,深色:(S-2RFL棕,SE-2GFL紅玉,ARO黑,HGL蘭)染色溫度120℃,染色時間20min,其他不變。
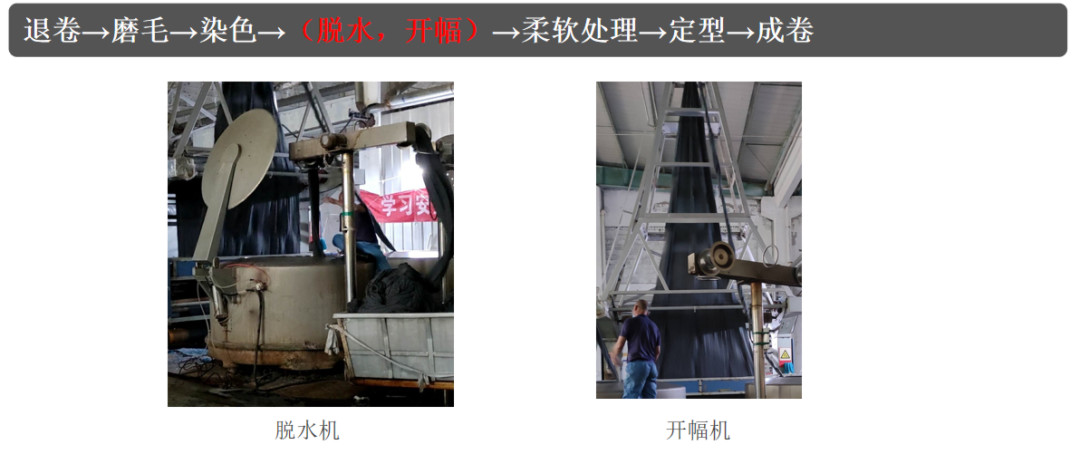
1,脫水目的:降低后續烘干的負擔。
2,開幅目的:打開門幅便于后續工作。
開幅要求:磨毛面向外開幅,便于清理布面布毛;統一一面開幅,便于分清正反。

客戶要求手感非常柔軟
對坯布先進行染色再印花。
在溢流染色缸內先加精練劑對坯布精練,水洗后再染色。



